En Morakniv är alltid tillverkad i vår fabrik i Östnor utanför Mora, liksom det gjorts sedan 1891. Här kombineras 135 års hantverkstradition med modern teknik. Att vi har full kontroll över varje steg i processen – från starten i presshallen till målsnöret i expedieringen – gör att vi kan tillverka knivar som håller högsta kvalitet. Följ med på en rundtur i fabriken.


Stålet – hjärtat i kniven
Moraknivens resa börjar i lagret där stålen förvaras. Morakniv använder flera olika stålkvaliteter, anpassade efter knivens syfte. Svenskt rostfritt stål som är tåligt, starkt och har lång livslängd. Och franskt eller tyskt kolstål, båda med hög kolhalt för maximal skärpa över tid, där det franska kolstålet är laminerat och har en kolstålskärna med mjukare kolstål på yttersidorna, vilket ger en oöverträffad seghet och eggbeständighet.
Presshallen: 7000 knivblad i timmen
I presshallen hörs fabrikens hjärtslag. Varje sekund stansas två knivblad ut av en press med en kraft på 120 ton, vilket blir hela 7000 knivblad under en timme. Knivbladen får olika typer av geometri beroende på knivens användningsområde.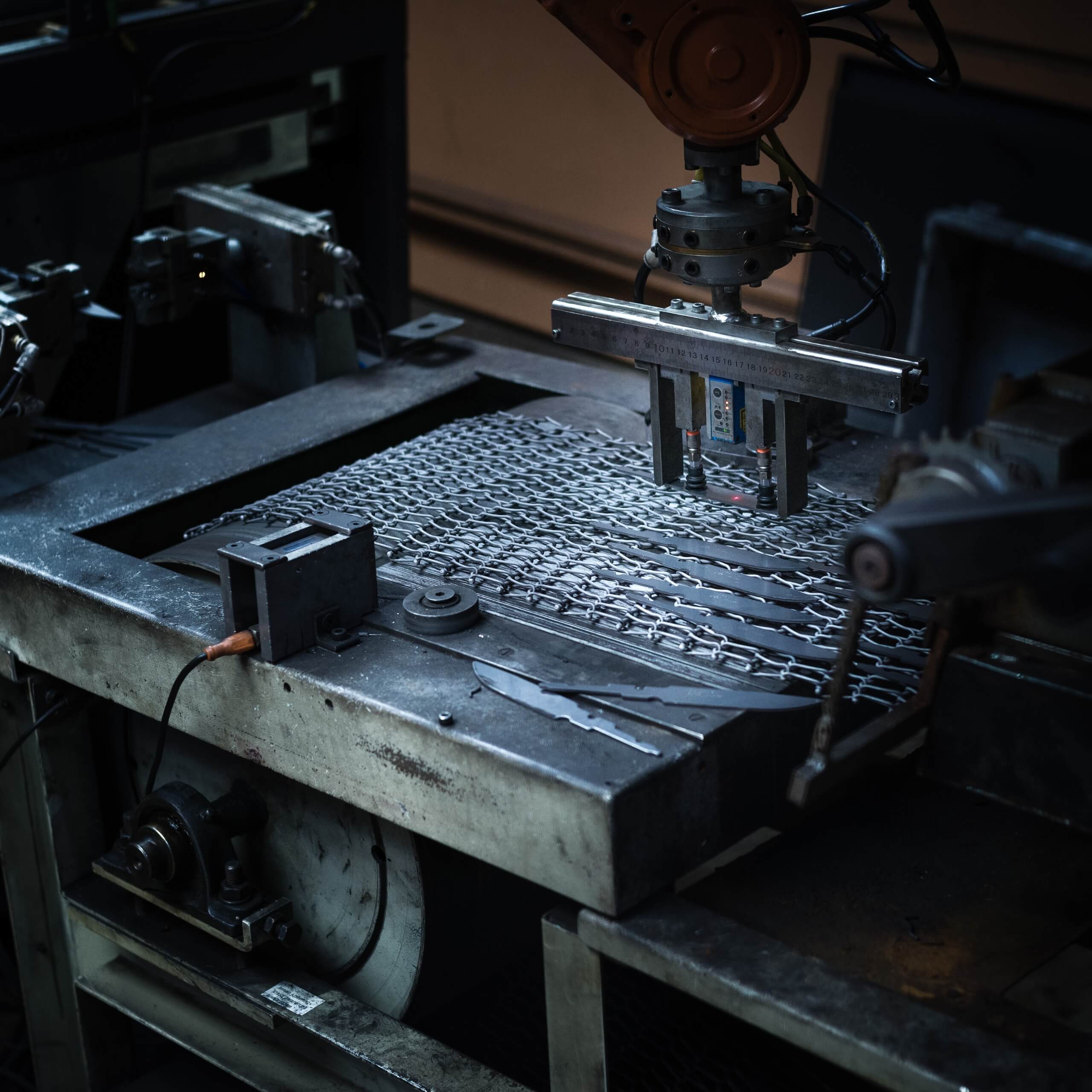
Värmebehandling – hemliga receptet bakom stålets egenskaper
Knivbladen genomgår en värmebehandling som ökar hårdheten, segheten och skärpebeständigheten. Vi använder två olika härdugnar: en för rostfritt stål och en för kolstål. En robot plockar upp knivbladen, för in dem i hettan och kyler ner dem snabbt för att härda stålet. Den exakta processen är vårt hemliga recept för att få fram en unik skärpa, styrka och flexibilitet som utmärker alla Moraknivs knivmodeller. Bladens hårdhet mäts i Rockwell C, där operatören kontrollerar att varje batch ligger inom godkända gränsvärden.
Slipning: 3 miljoner knivar per år
Nästa steg är slipningen. Varje år slipas fler än 3 miljoner knivar och över 90 % av dessa görs av våra robotceller som slipar bladens rygg, sidor och egg med hög precision. Vilken eggvinkel kniven får, till exempel vår karaktäristiska Scandi Grind, beror på knivens användningsområde.

Polering för rakbladsvass finish
Efter slipningen går knivbladen vidare till polering, där de får sin slutliga finish. Först grovpoleras bladet för att ta bort ojämnheter och grader, sedan buffas det till en spegelblank yta med rakbladsvass egg. Skillnaden före och efter är tydlig – från rå, matt yta med skäggiga kanter till ett blankt, skarpt blad redo för användning. Skärpan kontrolleras noggrant under hela processen, så att varje kniv som lämnar fabriken håller samma höga nivå. Våra automatiserade polermaskiner hanterar över 10 000 knivar varje dag.
Träskaft som monteras för hand
Knivar med träskaft börjar sin resa i vårt klimatrum, där björk från Sverige och masurbjörk från Finland lagras under kontrollerade förhållanden för att undvika sprickor. Träet fräses och svarvas till rätt form innan skaften monteras för hand – en tradition vi hållit vid liv sedan 1891. Ungefär 10 % av våra knivar har träskaft, där bladet fästs med lim eller nit beroende på modell.Resten formsprutas i polymer, antingen manuellt eller automatiskt av våra produktionsceller “Egglund” och “Gabriel”. Här tillverkas även knivfodralen. Den uppvärmda plastmassan på över 200 °C sprutas in i formverktyg och kyls ner till färdiga delar. Resultatet är slitstarka handtag med hård kärna och mjukt grepp.


